Bystronic's differentiator is not a single component — it is the integration fabric that connects laser source, motion control, cutting head, automation and software into a measurable cell. The sections below break down that architecture.
Each stage below runs on a shared control-data layer. The same part identity flows through every stage and is queryable from ByCockpit at any point on the factory floor.
CAD import, nesting optimization, common-edge cuts, tab placement, post-processing to ByStar / ByCut machines. Typical material utilization gains: 8–14%.
Automated sheet loading from material tower to the laser bed — nest-aware scheduling picks the correct stock thickness and grade without operator dispatch.
Beam Shaping head optimizes profile per thickness. ByCockpit logs laser temperature, assist-gas consumption and cycle metrics for each part.
Robotic sorter singulates nest parts into SKU bins or downstream pallets. Part identity is preserved to the bending queue via 2D-code labels.
ByVision Bending receives the cut nest with bend-allowance metadata intact. Laser Angle Measurement validates every stroke on safety-critical parts.
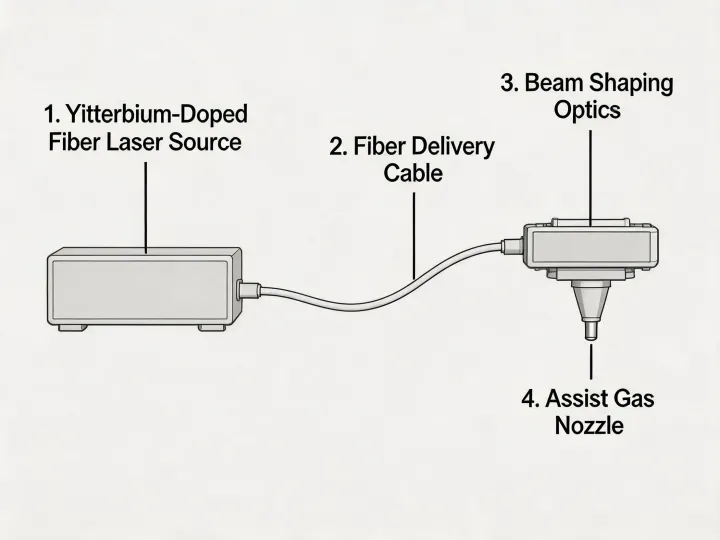
Bystronic ByStar Fiber systems use industrial ytterbium-doped fiber laser sources from tier-1 global suppliers. What makes the platform is not the source alone — it is the deliberate pairing of source, beam shaping head, cutting gas discipline and motion-control calibration to a documented cut-quality matrix.
For 2–8 kW precision work, single-mode beam quality delivers M² below 1.1. For 10–20 kW heavy plate, multi-mode sources with Beam Shaping optics deliver controlled edge striation across 20–30 mm mild steel.
Each parameter below is verified on every unit during factory burn-in and documented on the test report that ships with the machine. These are characteristic values — customer-specific reports list as-tested numerics.
| Parameter | ByStar Fiber 3–8 kW | ByStar Fiber 10–20 kW | ByTube Star | Test Method |
|---|---|---|---|---|
| Wavelength | 1070 nm | 1070 nm | 1070 nm | Spectrometer, in-line |
| Power Range | 3 – 8 kW | 10 – 20 kW | 3 – 6 kW | Calibrated power meter |
| Beam Quality (M²) | < 1.1 (single-mode) | < 1.3 (multi-mode) | < 1.1 | ISO 11146 |
| Power Stability (RMS) | ± 1.5% | ± 2% | ± 1.5% | Four-hour continuous run |
| Wall-Plug Efficiency | 35 – 42% | 30 – 38% | 35 – 40% | AC input vs optical output |
| Max Mild Steel Thickness | 25 mm | 30 mm | 20 mm (round tube) | ISO 9013 cut sample |
| Max Head Traverse | 180 m/min | 180 m/min | 80 m/min | Factory axis calibration |
ISO 9013 edge class achievable depends on material, gas and operator program. Customer qualification runs are filed against the Bystronic cut-quality matrix so process parameters travel with the part.
Process parameters, nesting decisions and production telemetry live inside a single Bystronic software backbone — not stitched together from third-party point tools.
CAD import, sheet-nesting optimization, automatic common-edge cutting, tab-and-micro-joint placement, direct post-processing to ByStar / ByCut controllers.
Offline press-brake programming, bend-allowance engine, tool-stack management, simulation and 3D visualization — closes the loop to Xpert Pro.
Fleet-wide OEE dashboards, energy tracking, per-machine telemetry, shift reporting — accessible on plant HMI, tablet and central office.
Order-to-shop-floor routing, MES / ERP integration via REST APIs, scheduler feeds ByTrans / ByTower for nest-aware automation.
We'll send the source-level specification, the Beam Shaping cut-quality matrix, a ByCockpit data sample and a ByVision workflow walkthrough — under standard mutual NDA.